April 15, 2022
यह प्रश्न अपेक्षाकृत सरल और स्पष्ट रूप से कहने में आसान है।आइए इसके बारे में कई तरह से बात करते हैं।पहली बड़ी और छोटी भुजाओं की सामग्री स्वयं है।यह सामग्री विशेष नहीं है।बड़े और छोटे हथियार बुनियादी यांत्रिक संरचनात्मक स्टील का उपयोग करते हैं (Q345A, पुराना नाम 16Mn / A4 है, जो एक निम्न-मिश्र धातु उच्च गुणवत्ता वाली स्टील रोल्ड प्लेट है)।लुढ़का हुआ प्लेट के बीच में एक कठोर प्लेट के साथ एक बॉक्स संरचना जिसे विभिन्न मोटाई के साथ वेल्डेड किया जाता है (मूल रूप से सभी मोटी प्लेटें, मोटाई मॉडल पर निर्भर करती है, 20 मिमी से 40 मिमी तक), इस बॉक्स की उत्पादन प्रक्रिया मुश्किल नहीं है।शुरुआत में, यह मोटी प्लेटों की सीएनसी कटिंग है।बूम की ऊपरी और निचली प्लेटों को झुकने वाली मशीन द्वारा एक आर्च आकार में मोड़ा जाता है, और फिर प्लेट के दोनों किनारों के साथ मिलिंग मशीन क्षेत्र में भेजा जाता है, और वेल्डिंग ग्रूव (वी-आकार का 30 °) यांत्रिक रूप से मिल जाता है , और फिर श्रमिकों द्वारा उपयोग किया जाता है।इसे हाथ से पीसने वाली मशीन से चिकना करें।
![]()
फिर चार फ्लैट बेवल प्लेटों को स्पॉट वेल्डिंग क्षेत्र में भेजा जाता है, एक साथ संयुक्त, वेल्डिंग टेबल पर एक स्थिरता के साथ तय किया जाता है, और फिर मैनुअल मिश्रित गैस वेल्डिंग (कार्बन डाइऑक्साइड + आर्गन वेल्डिंग शील्डिंग गैस) के साथ वेल्डेड स्पॉट किया जाता है।वेल्डिंग करते समय, वेल्डिंग सुदृढीकरण (रीबार या बार) को उस हिस्से में वेल्डेड किया जाएगा जिसे मजबूत किया जा सकता है या आसानी से वेल्ड किया जा सकता है और थर्मली रूप से विकृत किया जा सकता है।स्पॉट वेल्डिंग पूरा होने के बाद, इकट्ठे बड़े और छोटे हथियारों को मैनुअल वेल्डिंग क्षेत्र में भेजा जाता है, जहां आंतरिक सुदृढीकरण प्लेट, पाइप क्लैंप, और आगे और पीछे के मुड़ समर्थन को श्रमिकों द्वारा वेल्डेड किया जाता है (ये चीजें सीएनसी वेल्डिंग के लिए सुविधाजनक नहीं हैं) )वेल्डिंग के बाद, इसे वेल्ड के निरीक्षण और अल्ट्रासोनिक निरीक्षण के लिए निरीक्षण क्षेत्र में भेजें।यह पुष्टि करने के बाद कि वेल्डेड ग्रिड में कोई दरार नहीं है (दोषपूर्ण वेल्ड की मरम्मत की जानी चाहिए), गठित बड़े और छोटे हथियारों को सीएनसी वेल्डिंग क्षेत्र में भेजें, और सीएनसी वेल्डिंग मशीन में बिंदु होगा।वेल्डेड सीम जो निश्चित हैं लेकिन वेल्डेड नहीं हैं।वेल्डिंग पूरा होने के बाद, दोष का पता लगाने का निरीक्षण करें।निरीक्षण पारित होने के बाद, बड़े और छोटे हथियार वास्तव में बनते हैं।
यहां यह उल्लेखनीय है कि उत्खनन की संरचना के लिए वेल्डिंग बहुत महत्वपूर्ण है, जो सीधे इसकी संरचनात्मक गुणवत्ता को प्रभावित करती है।वेल्डिंग गुणवत्ता की गारंटी दी जानी चाहिए (वेल्ड की ताकत आधार सामग्री की तुलना में थोड़ी अधिक है, और वेल्ड स्तर 2 से कम नहीं है, वेल्डिंग सीम एक समान और पूर्ण है, वेल्डिंग के बाद कोई विरूपण नहीं है, कोई लापता वेल्डिंग नहीं है), यह सामग्री अभी भी है दूसरा, मुख्य रूप से वेल्डिंग पर निर्भर करता है।
![]()
फिर इस "नग्न" हाथ को शॉट ब्लास्टिंग क्षेत्र में भेजा जाता है, शॉट ब्लास्टिंग के लिए शॉट ब्लास्टिंग रूम में लटका दिया जाता है, वेल्डिंग आंतरिक तनाव को खत्म करने और स्टील प्लेट की सतह पर त्वचा (ऑक्सीकरण) को हटाने के लिए, और इसे बाहर निकालने के बाद शॉट ब्लास्टिंग समाप्त हो गया है।ऊपरी और निचली भुजाएँ सफेद और चमकदार हो गईं।इसे सीधे पोटीन क्षेत्र में उठाया जाता है (लंबे समय के बाद, त्वचा फिर से बाहर आ जाएगी), और पोटीन पाउडर की एक परत कार्यकर्ता द्वारा हाथ से समान रूप से लागू की जाएगी (दोषों को भरने और आसंजन की सुविधा के लिए छिड़काव से पहले तैयार की गई) शीर्ष कोट के)।पोटीन लगाने के बाद, ऊपरी और निचली भुजाओं को पेंट स्प्रे बूथ में फहराया गया, शीर्ष पेंट (मिश्रित प्लास्टिक पेंट) के साथ छिड़का गया, और फिर पेंट बूथ में खींचा गया, लगभग 200 डिग्री की गर्म हवा से बेक किया गया, शीर्ष बनाने के लिए पेंट जमना।बेक करने के बाद ऊपरी और निचली भुजाओं को बनाया जाता है।
![]()
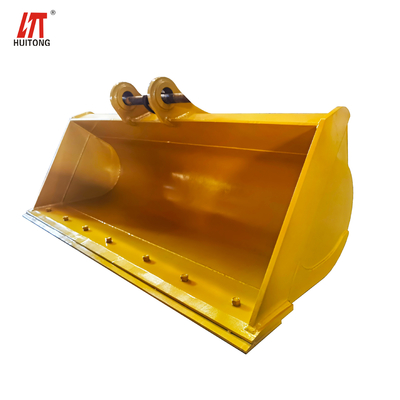
के लिए जैसाखुदाई बाल्टी, यह वास्तव में Q345A स्टील के साथ वेल्डेड है।इसे वेल्डिंग प्लेट द्वारा आंशिक रूप से मजबूत किया जाता है और उच्च मैंगनीज पहनने के लिए प्रतिरोधी स्टील बाल्टी दांतों में लगाया जाता है।इसे एक विशेष मशीनरी कारखाने के लिए अनुकूलित किया जा सकता है, और तकनीकी सामग्री अधिक नहीं है।इसे स्वयं खरीदा या बनाया जा सकता है।कनेक्टिंग रॉड और हिंग सपोर्ट (बड़े और छोटे आर्म हेड) की सामग्री भी समान है।गौरतलब है कि पिन बेयरिंग (झाड़ी) और पिन फंसे हुए सपोर्ट के पुर्जे खरीदे जाते हैं।मशीनिंग सटीकता और गर्मी उपचार की आवश्यकताएं अपेक्षाकृत अधिक हैं।आम तौर पर, वे कार्बोनाइट्राइडिंग के बाद कच्चा लोहा मिश्र धातु या 45 स्टील से बने होते हैं।, आयामी सटीकता अधिक होनी चाहिए (कुछ पिनों को कोल्ड माउंट करने की आवश्यकता होती है, जिसके लिए उच्च परिशुद्धता की आवश्यकता होती है), और पहनने का प्रतिरोध अच्छा होना चाहिए।